Galvanized
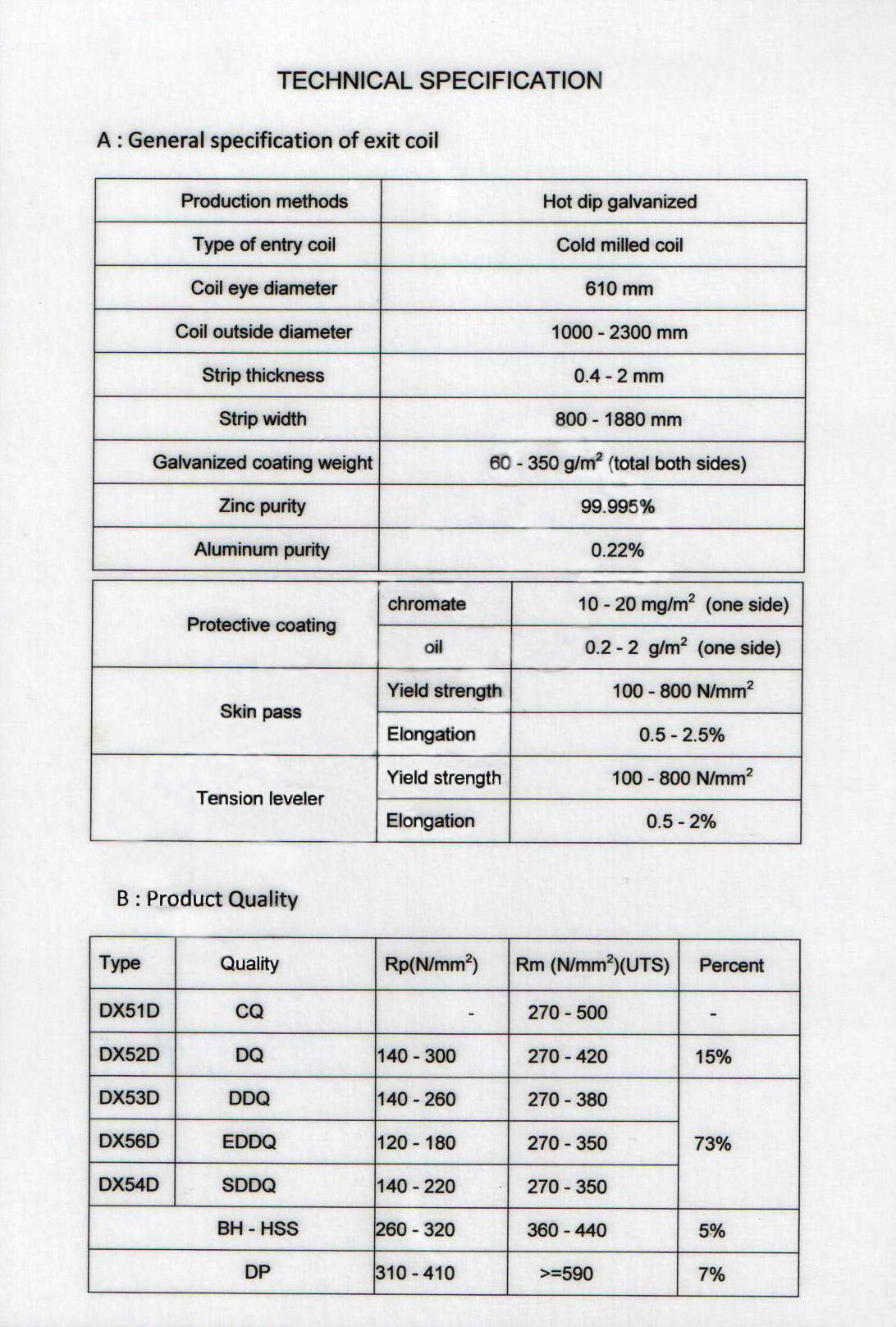
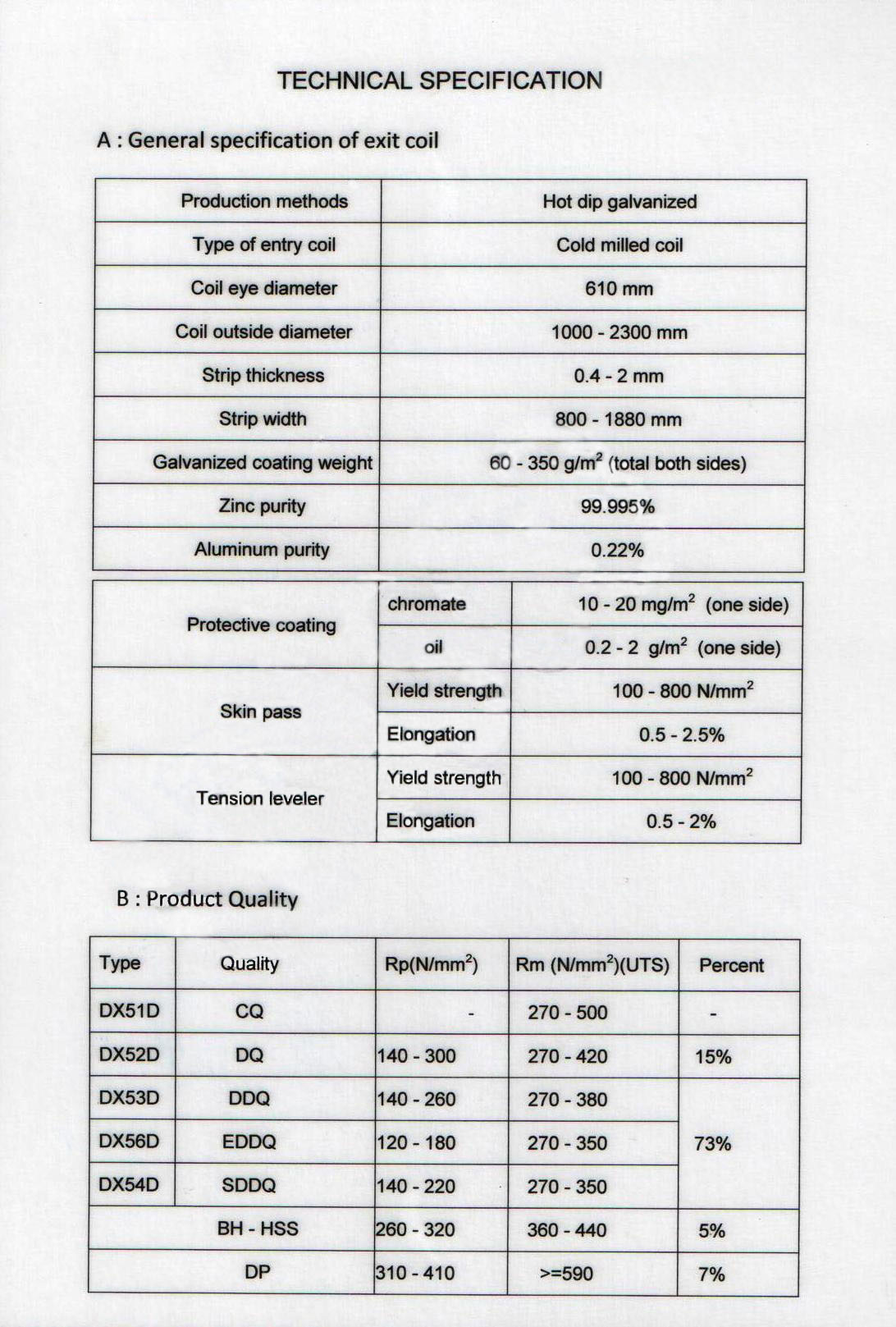
صفحات گالوانیزه از طریق روش خیساندن گرم تولید می شوند. مزیت روش گالوانیزه به جای آنکه دیگران باشد، امکان ساختن ضخامت پوشش، پایداری بالا و چسبندگی ورقه گالوانیزه به ورق فولادی است. کویل سرد ورودی سرد به یکدیگر در ابتدای خط جوش داده می شود و به عنوان یک نوار طولانی به خط متصل می شود. با توجه به کاهش ناخالصی های سبک، صفحات تحت کشش اولیه در مرحله اول شسته می شوند و پس از گذراندن خشک کن وارد انبار عمودی می شوند. در هنگام توقف بخش ورودی برای جوش، چنین انبار برای نگهداری صفحات در نظر گرفته می شود تا سرعت پایدار در قسمت فرایند فراهم شود. این صفحه به بخش اصلی شستشو وارد می شود پس از انبار ورودی برای ناخالصی های سبک مقیاس وارد شدن به کوره خنک کننده می شود. در این بخش، بشقاب در مخازن عمودی و افقی توسط راه حل های الکترولیت از طریق عبور از غلطک های شسته شده شسته شده و پس از شستشو با هوای گرم خشک می شود. سپس، کویل تمیز شده وارد کوره بازده با محیط محافظت شده است. مناسب برای کاربرد محصول، ورق آن را از طریق سه مرحله از پیش گرم کردن، گرمایش و خیس کردن حرارت داده و دمای آن تنظیم شده است تا توسط سیستم خنک کننده به حمام ذوب روی برسد. با قرار دادن حمام ذوب روی، یک لایه نازک روی روی دو طرف صفحه قرار می گیرد. درست بعد از خروج از ورق مذاب، جت هوا بر سطح صفحه تاثیر می گذارد و ضخامت پوشش را تنظیم می کند. در بخش بعدی، اندازه پوشش های پوشش گالوانیزه (گلدان ها) کنترل می شود. هوای خنک کننده هوا را کاهش می دهد و پس از اینکه بشقاب از طریق مخزن آب عبور می کند، هوای خنک می شود.
از طریق بخش بعدی، ضخامت پوشش به طور مداوم و به طور خودکار اندازه گیری می شود، و ورق پوشش داده شده در جعبه عبور پوست به منظور بهبود خواص مکانیکی، و صاف بودن سطح صفحه با عبور از غلطک کششی uniformed. برای جلوگیری از پوسته شدن ورق گالوانیزه در هنگام ذخیره سازی، ورق از طریق غلطک های پوشش شیمیایی عبور می کند و یک لایه از پوشش کرومات روی سطح صفحه ساخته شده است. برای اطمینان از تداوم سرعت در منطقه فرایند، صفحه در انبار خروجی ذخیره می شود. لبه های صفحات بریده شده و از طریق بازرسی عمودی و افقی کنترل می شوند. در صورت لزوم، سطح بشقاب به روش الکترواستاتیکی روغن زده می شود و در نهایت پس از بسته بندی به مصرف کننده ها داده می شود.